Pedal cap assembly and check station

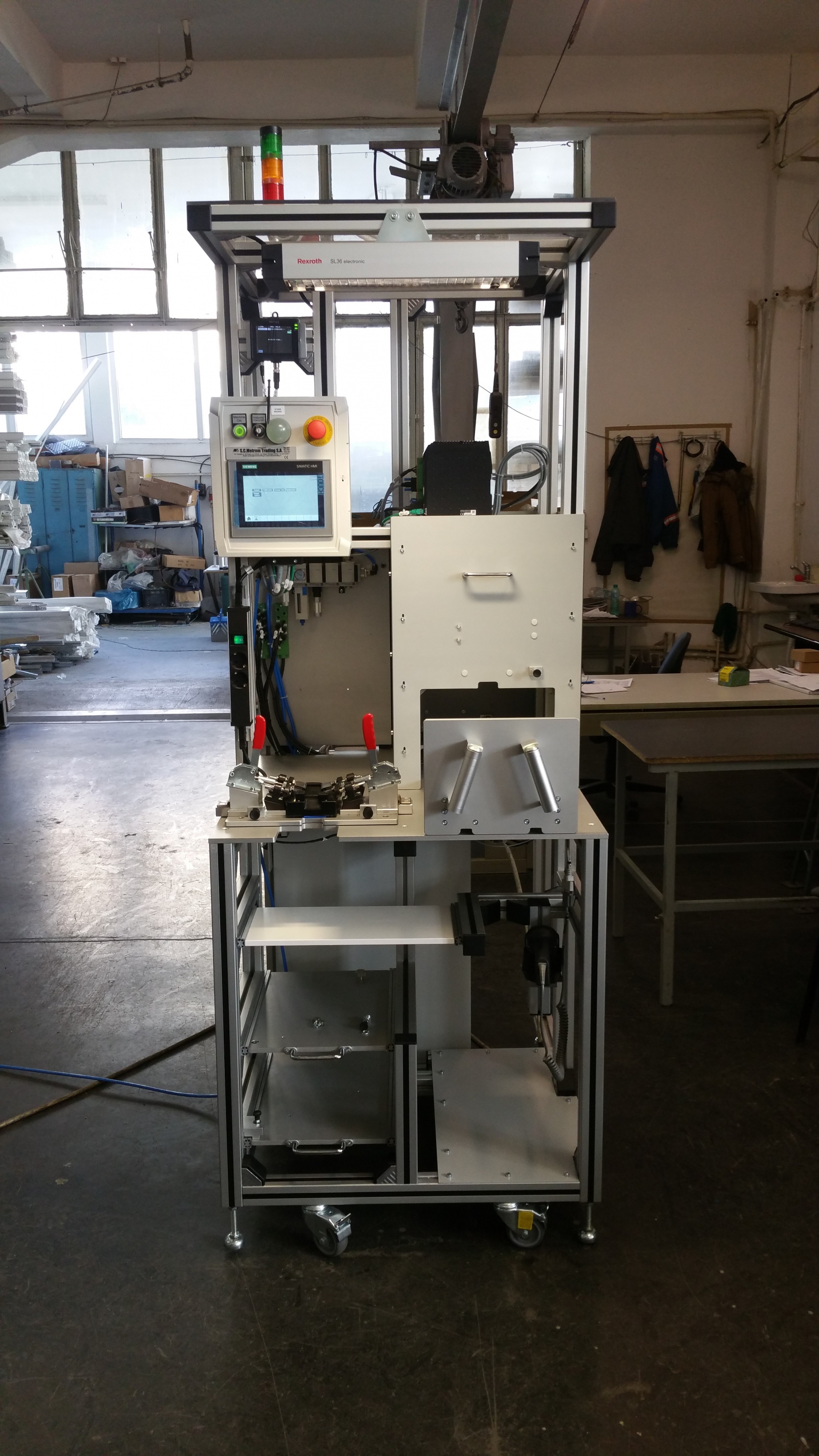


Description
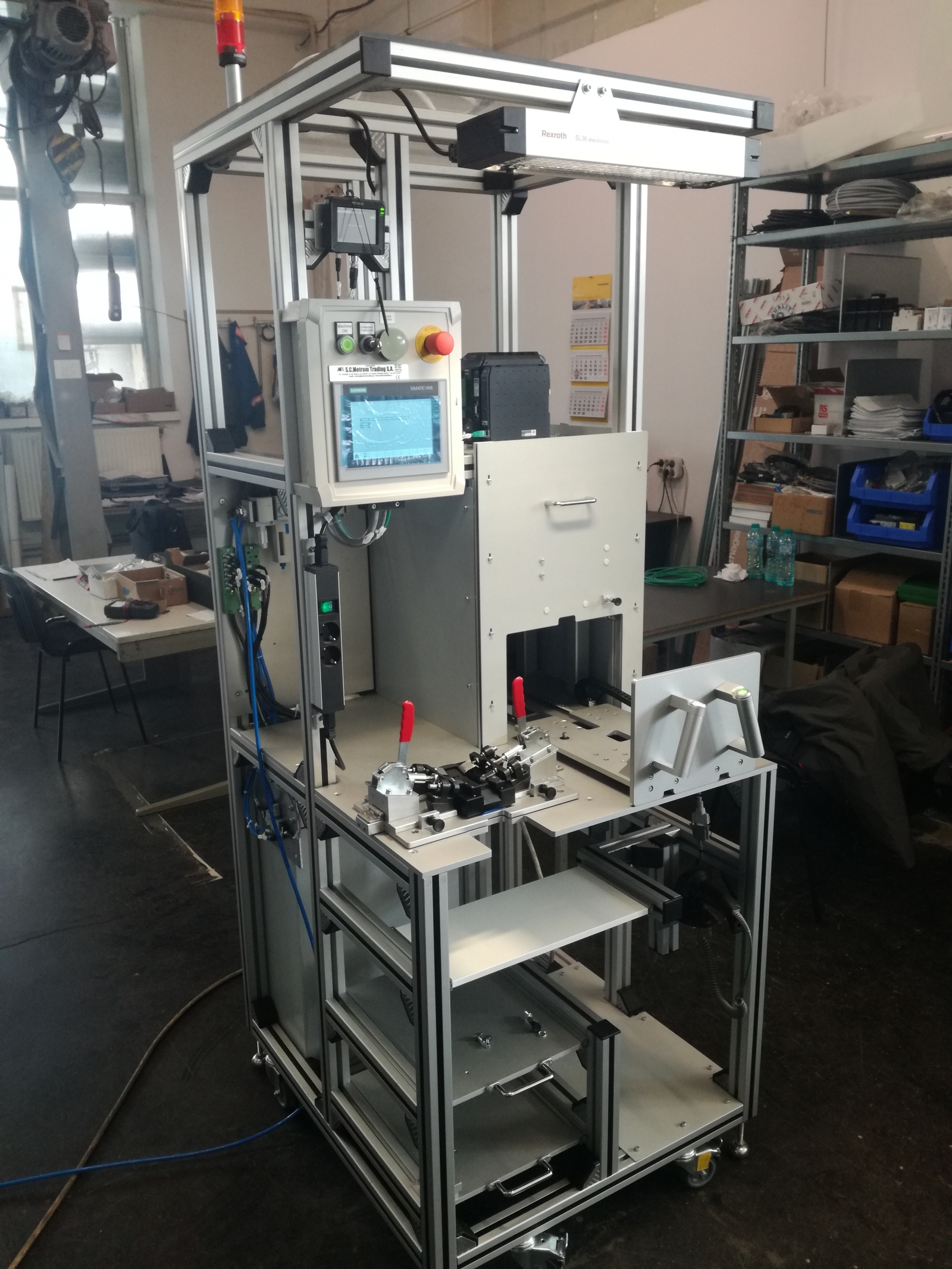
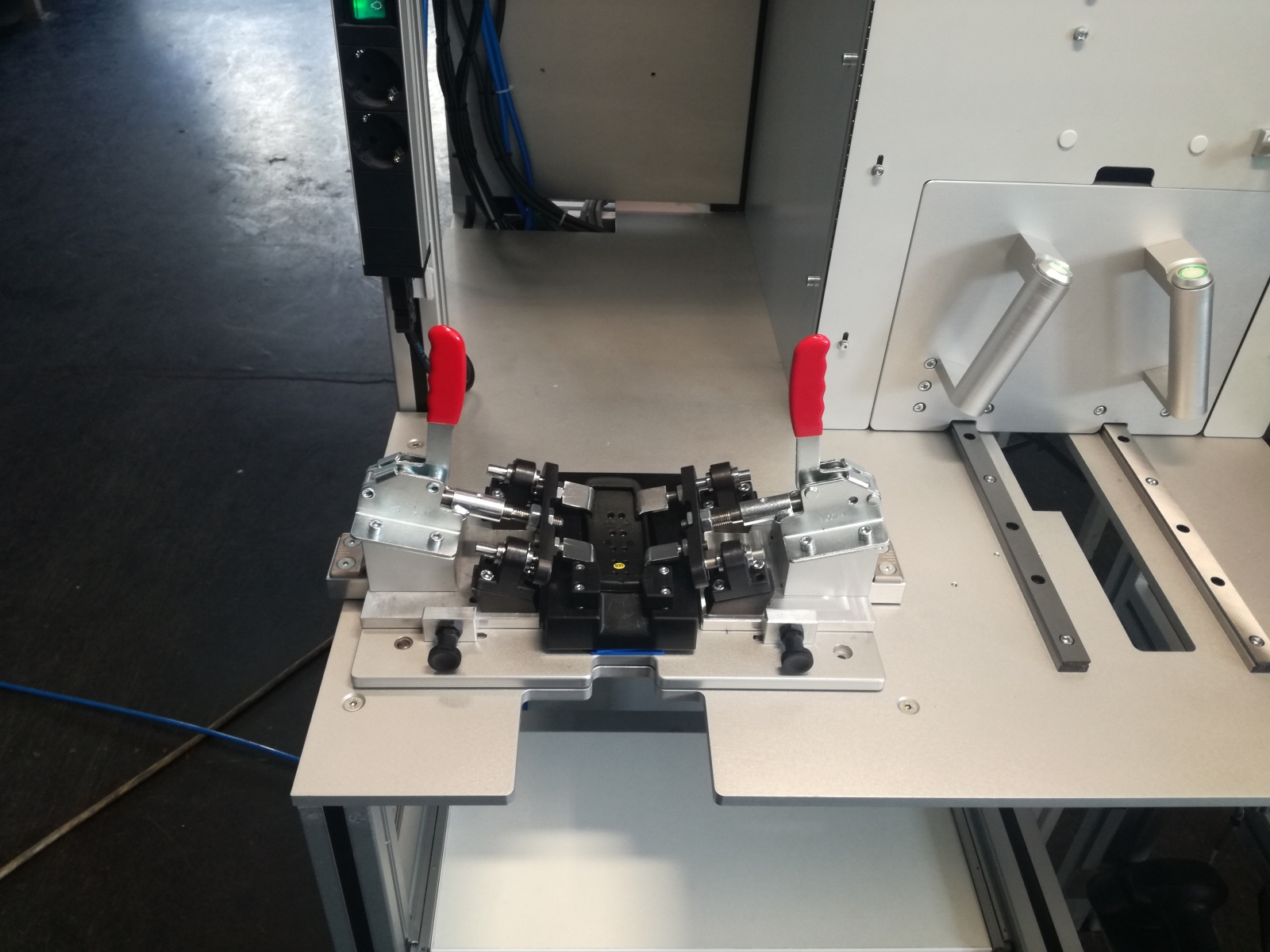
Purpose of this machine is to realize the assembly of the pedal cap, and the checking that everything is ok. There are 2 references which are done on this station so we have 2 fixtures for assembly and 2 fixtures for checking.
Setup of the station is done via MES the traceability system of the customer.
After setup the station check if the correct nest is on the station. Each nest comes with coding system via inductive sensors.
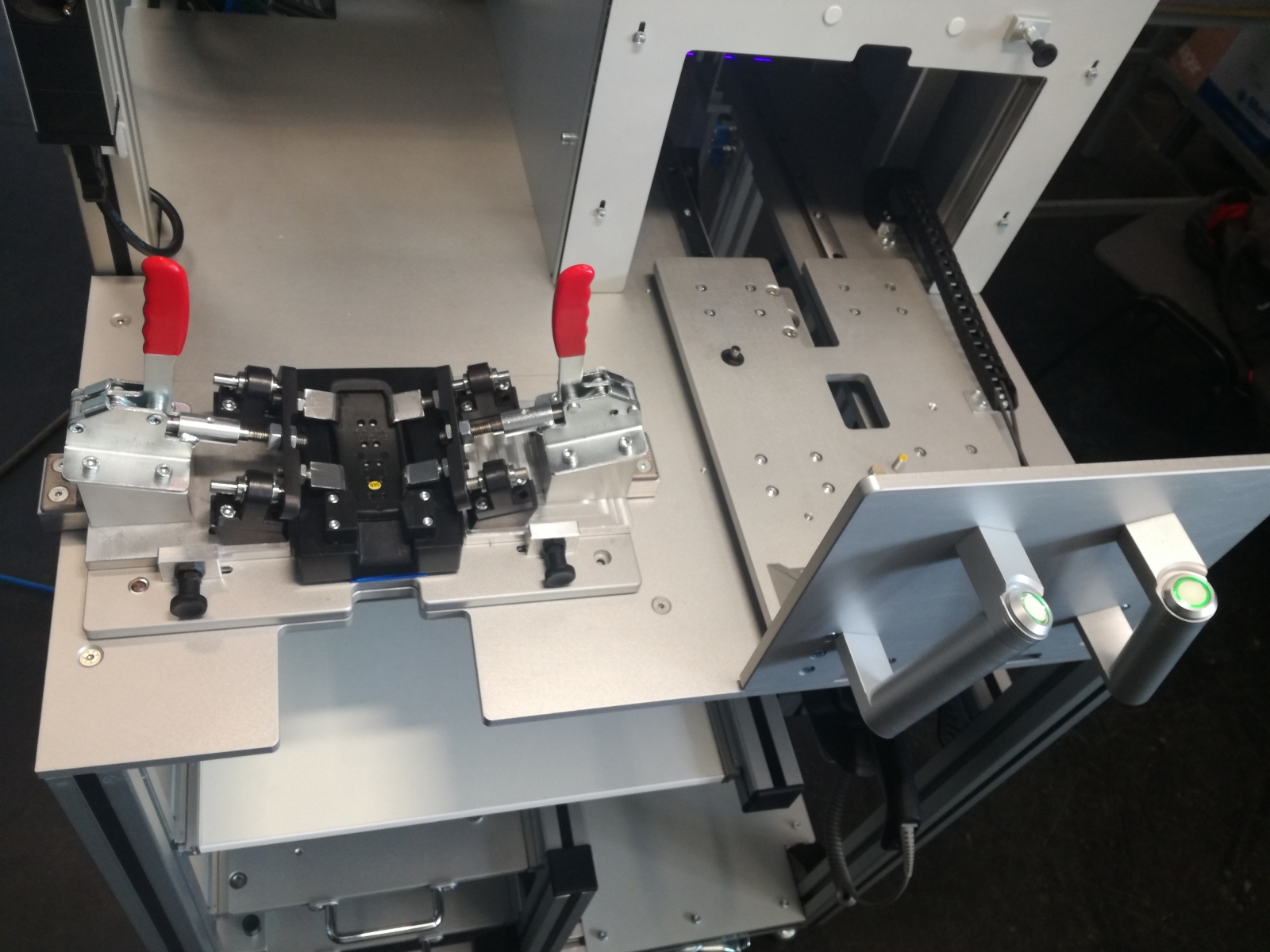
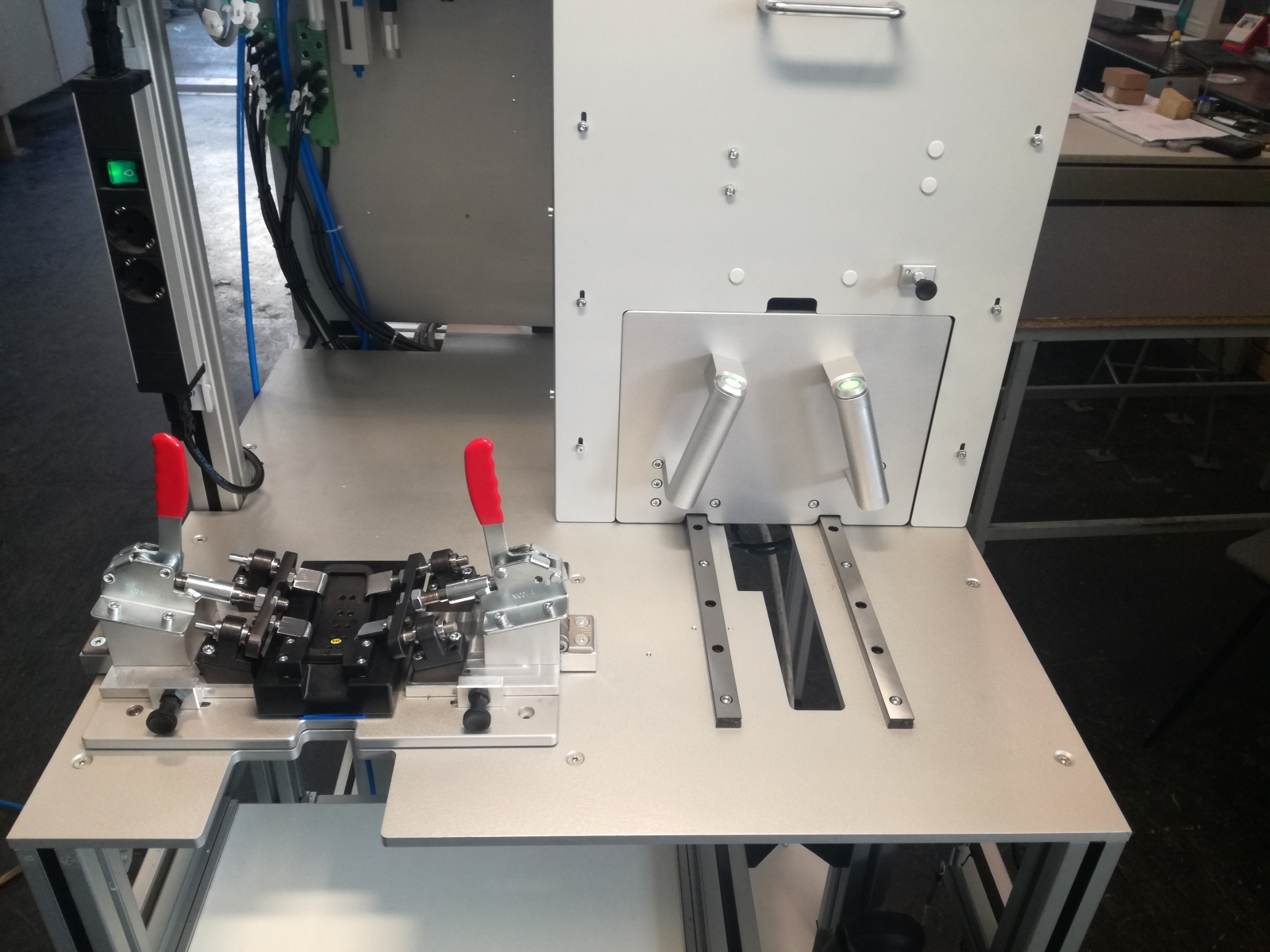
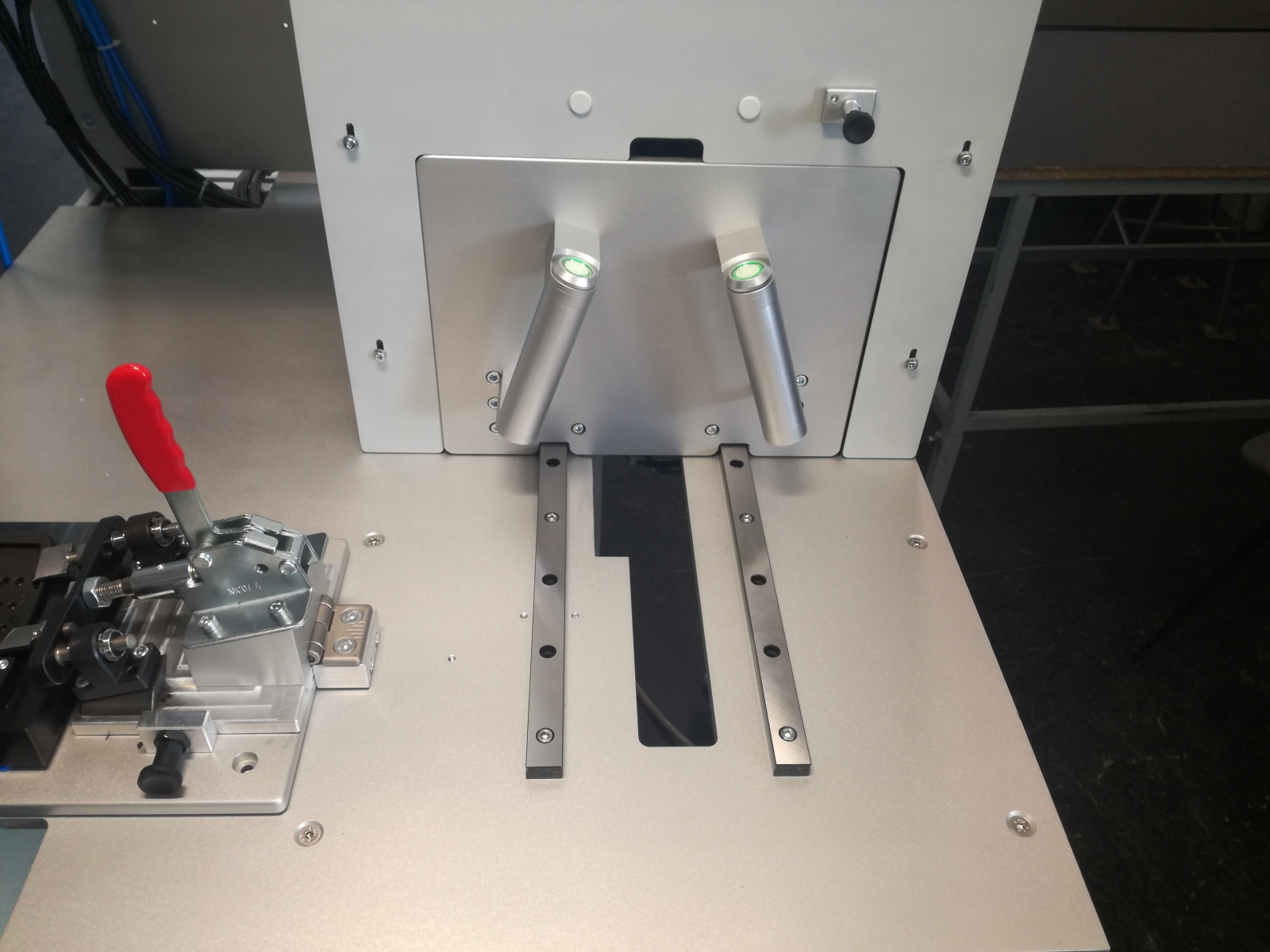
First step of the process is to make the assembly of the cap on the pedal. Assembly process is done manual by the operator. After assembly is done, the part is manually moved to the checking fixture.
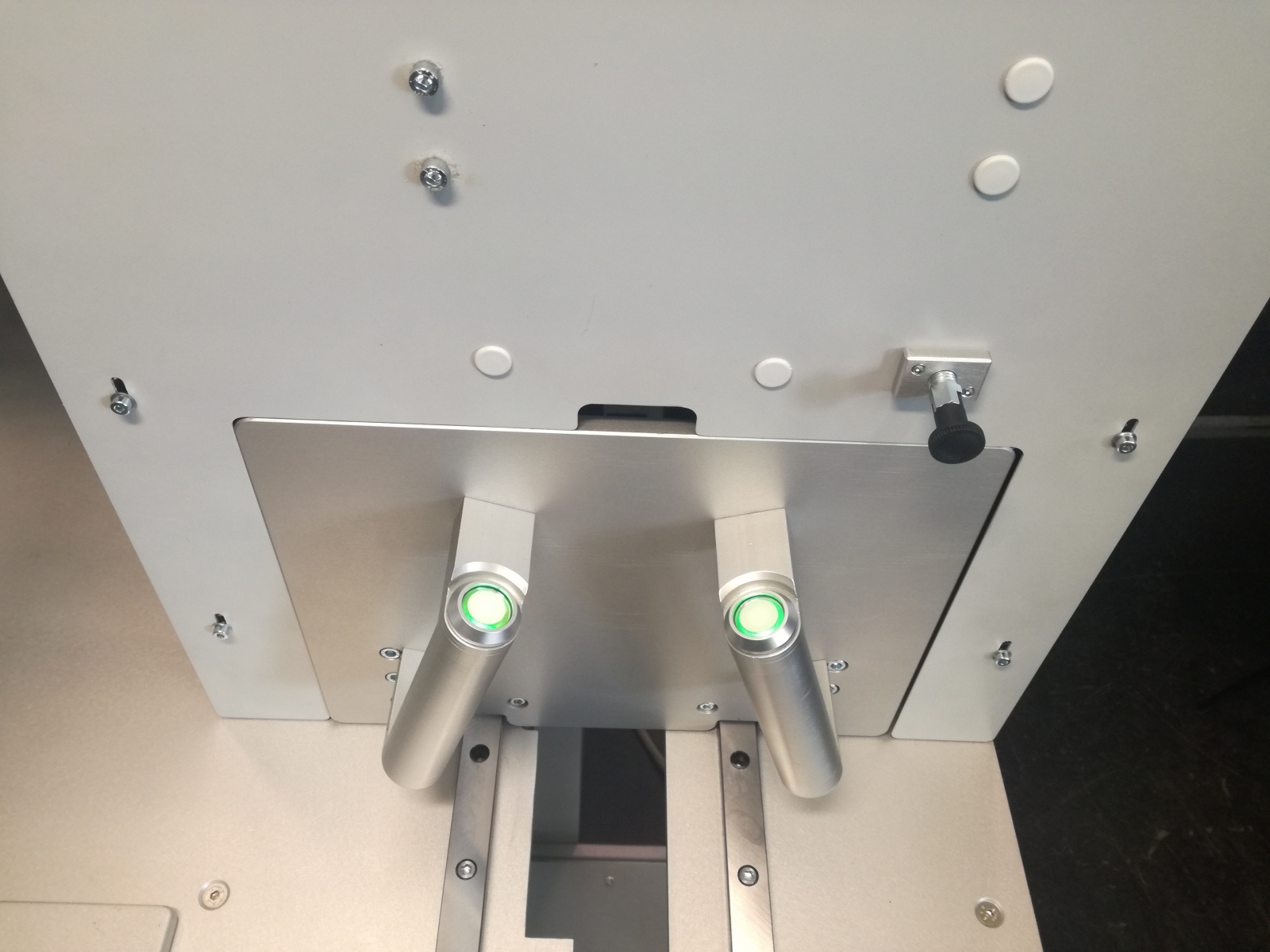
After the part is loaded in the fixture the operator press the 2-handed start button and insert the part inside the station.
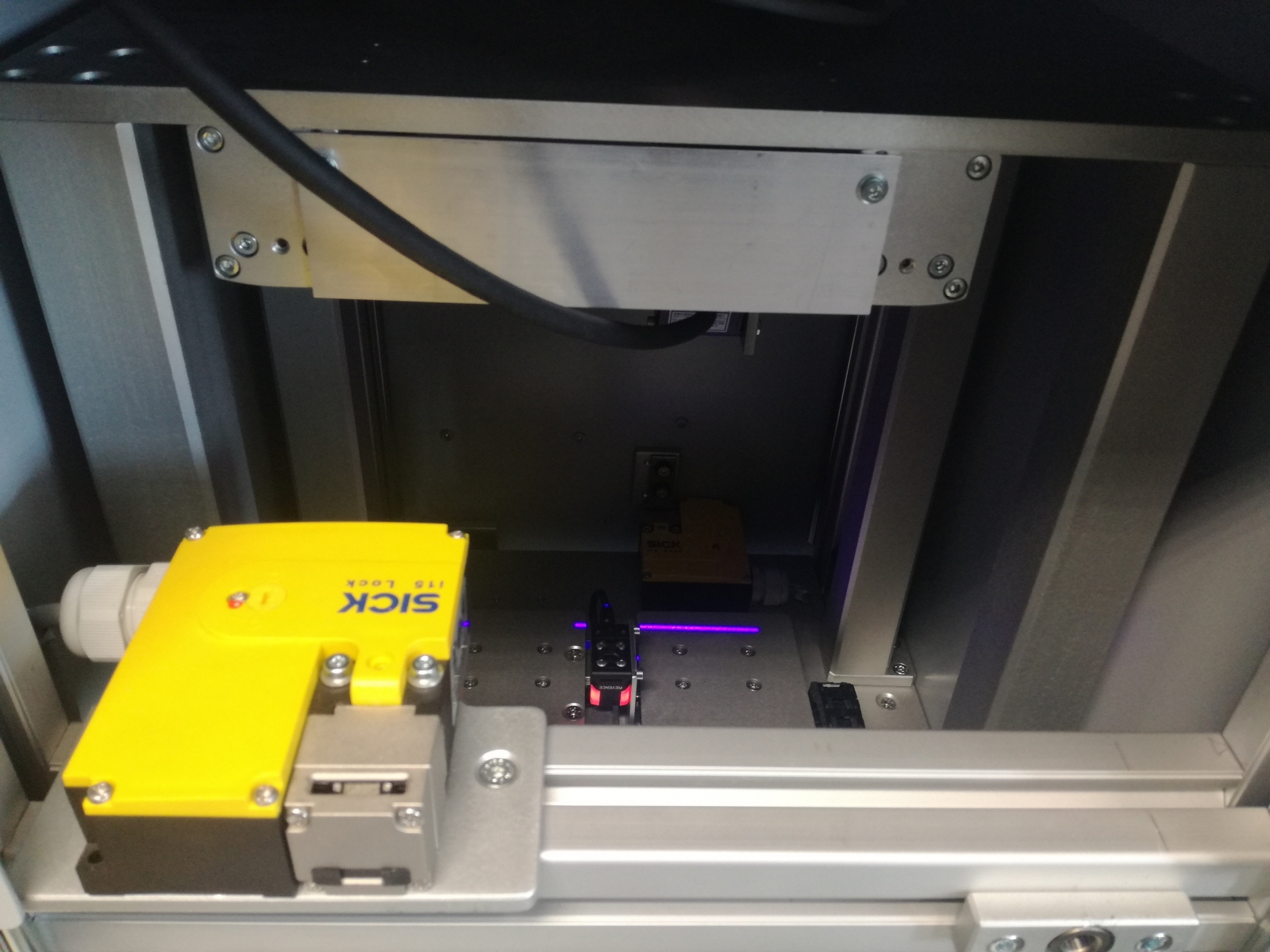
The checking equipment is composed by a 2D datamatrix scanner which scan the label on the pedal.
If the scanning is ok, PLC trigger the camera system which check if the correct cap was assembled.
If everything is ok, than the PLC enable the servo axis which goes in 14 different position.
On the axis there is a profilometer which is everytime triggered and check if the cap was completely assembled.
If all checks are OK than the drawer comes out automatically from the station and the product is released.
Mechanical conecpt, design, electrical concept and assembly and PLC programming in TIA potal were done 100% by Metrom Trading.
Equipment used
- Siemens 315-2 PLC
- Siemens TP700 HMI
- Keyence optical fibers
- Keyence profilometer LJ V-7080 with controller
- Keyence SR1000 2D datamatrix scanner
- Keyence camera IV-G150MA
- Festo servo axis